-

挂车是怎样"炼"成的? 钢板到挂车全纪录
挂车和我们卡车司机的生活密不可分,但是它的制作过程却鲜为人知。最近笔者在邯郸某挂车厂拍了一组照片,记录了从一块钢板成为挂车的整个过程。下面就请大家跟随我的镜头,一起见证挂车是怎样“炼”成的。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
用来制作挂车大梁的高强度钢,刚从外地运输到车间内。总共分为两种规格,分别是8毫米和6毫米厚度,分别用在挂车大梁不同的部位。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
用类似于“X”形的卡具卡主钢板的两侧,起吊将钢板放到切割机上面等待切割。这些钢板将用在挂车的大梁上面。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
在数控切割机中输入各种数据,数控切割机会按照指令将钢板切割成想要的形状。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
挂车的大梁说白了就是“工”字型的钢板组合,切割完毕之后给立板上面用压力机打孔,既可以减轻挂车的自重,也能够增加大梁的强度。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
挂车的大梁说白了就是“工”字型的钢板组合,切割完毕之后给立板上面用压力机打孔,既可以减轻挂车的自重,也能够增加大梁的强度。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
切割机在大梁的立板上面切割了许多孔位,这些开孔是挂车横梁的预留位置,由于技术原因,数控切割机无法全部切掉,等下需要动用人力切割。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
大量上下钢板和立板裁好,并且在立板上打孔之后,就需要在专用的模具上面将大梁拼在一起,这个环节也叫做“拼梁”,在专用的夹具上面将大梁的三块钢板固定,人工焊接先将大梁“装”起来。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
拼接好的大梁用埋弧焊机进行焊接,将三块不同尺寸和厚度的钢板牢固的焊接成为一个整体,这也是整个挂车制作过程当中最为关键的环节,挂车日后的使用如何,就看焊接的工艺了。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
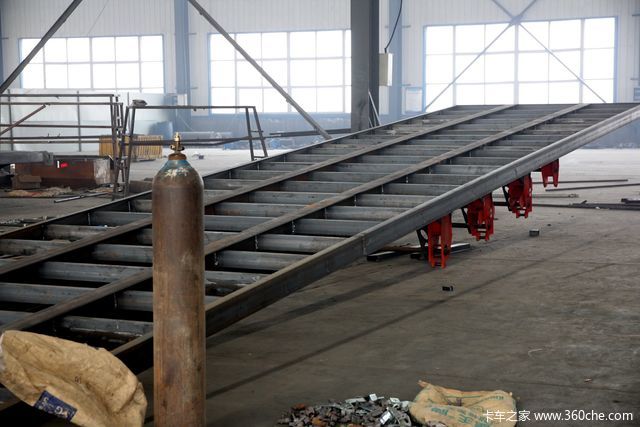
焊接好的大梁暂存在专门的架子上面等待下面的环节。这家工厂目前可生产普通的鹅颈挂车和平板挂车,由于邯郸煤炭运输比较发达,所以13米的平板挂车的需求量较大。而鹅颈挂车一般用来拉普货。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
两个工人正在操作裁板机,这里裁出的板材将会用来制作挂车的立柱等。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
从裁板机出来的钢板,通过折弯机制作成需要的形状用来做挂车的立柱和边梁。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
外购的挂车横梁,主要用在鹅颈挂车上面。需要在工厂的压力机上打孔降低重量。随着国家计重收费的普及,轻量化挂车这几年比较好卖,毕竟挂车轻一点就意味着能够多装一点的货物,多一点的收入。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
金属带锯床用来切割平板挂车的横梁和仓栏方管。将每个部件的钢材切割成合适的尺寸然后进入下一个环节。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
由于自重轻的原因,仓栏式挂车在煤炭运输当中很受欢迎。在带锯床上切割好之后,又焊接工人将花栏焊接成型,等待下一步的装配。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
鹅颈挂车进行拼装,将焊接成型的大梁和打孔之后的横梁装配在一起。这个环节也是动用人力最多的,挂车以后好不好用就要靠装配工人的经验了。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
装配成功之后就是对每个连接部位进行焊接,由于部位的限制,只能用人工焊接的方式进行。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
也许是装配的过程当中遇到了问题,三位工人聚在一起商量着解决的办法。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
装配成功之后就是对每个连接部位进行焊接,由于部位的限制,只能用人工焊接的方式进行。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
挂车的储气筒会在这个环节焊接在大梁上面,由于还要进行焊接作业,所以管路和电路的装配放到最后。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
挂车翻转之后焊接上用来连接车轴的板簧支架,支架的焊接位置非常重要,一旦焊接不到位,会对用户后期的使用带来很大的麻烦。
-
挂车是怎样"炼"成的? 钢板到挂车全纪录
旁边一台平板挂车,相对鹅颈来说承重可能会更强一些。挂车的横梁全部采用槽钢布置。挂车就这样被放在地上,所有的重量都集中在一对板簧支架上面,让强迫症的我看的很不舒服。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
挂车铺设箱内底板,具有防滑功能的货箱底板也是外购,然后又电焊师傅一块一块的焊接在挂车的大梁和边梁上面。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
对于鹅颈挂车的关键部位进行加强,加强之后要用砂轮机对焊缝的余高进行打磨,主要是为了降低集中应力。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
挂车底板铺设完毕之后就可以进行“立柱”了,也就是将固定栏板的柱子安装到应有的位置,底端的固定有的采用螺丝,有的则直接采用焊接的方式。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
将立柱按照尺寸固定好之后,就可以进行仓栏式挂车栏板的焊接了。里面密密麻麻布置的钢管都是为了固定栏板,让它们处在应有的位置,焊接之后不至于变形。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
焊接工人正在对关键的部位进行补焊和加固,他们的每一次焊接,都直接关系着日后用户的使用是否优良。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
全部焊接工作完成之后就可以安装挂车的支腿了,挂车支腿也属于外购部件。为了提高效率,支腿在工厂一般不会使用,接挂的时候工人会用铲车将挂车抬起。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
暂时安装一组没有安装轮胎的车轴用来移动挂车,此刻挂车的所有主体部分已经全部生产完毕,将挪到下一道工序进行最后的处理。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
从这里进入喷漆车间对挂车整体进行喷漆做防锈处理。目前市面上常见的挂车颜色以蓝、绿、红色居多一些。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
挂车的车轴、钢板、轮胎等都有专门的供应商供货,在挂车喷漆之后由工人装配后装到挂车上面。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
电工正在安装挂车全车的电路,比如车辆的灯光系统、ABS等。
-

挂车是怎样"炼"成的? 钢板到挂车全纪录
而在另一边,管路安装工人正在给全车布设气路管线以及刹车的各种阀件。
{kind=link}